Pioneering the world’s most sustainable aluminium purification process.
With growing global demand for high purity aluminium products for application in LED lighting, synthetic sapphire, semiconductors, and lithium-ion battery industries, Alpha HPA is committed to supplying the world’s most pure and sustainable ultra-high purity aluminium materials to market. To achieve this, we are commercialising our new, smarter technology using the most environmentally responsible and efficient methods in the world.
HPA First Project
Gladstone, Queensland
Stage One
(Currently in production)
Our Stage One Precursor Production Facility (PPF) in Gladstone is now in production and represents the first commercial application of our proprietary licensed solvent extraction and refining technology to produce >99.99% pure aluminium products in commercial quantities.
Already producing 5N (99.999%) purity aluminium-nitrate, Stage One is fully funded to produce our full high-purity aluminium product range by mid-2023 including:
- Aluminium Sulfate
- High Purity Alumina (HPA)
- Nano HPA
- High Purity Aluminium Hydroxides
The facility hosts a state-of-the-art testing laboratory to maintain Alpha’s stringent focus on process purity and quality control. The first stage of the PPF operates 24/7 and runs on 100 percent renewable energy while creating 34 full time jobs in the local community, with 44% of them being female.



Stage Two
(Coming Soon)
Our HPA First Project in Gladstone is our Smart SX Technology in action, and at scale – one of the largest single HPA refineries in the world. The 10-hectare, state-of-the-art facility will leverage the established Stage 1 facility, and the latest in process control systems and automation, capable of producing 10,000 tonnes of HPA equivalent per year.
Once operational in 2025, we will create 120 full time job opportunities for the local community and during construction generate more than 300 jobs. The site will run on 100 percent renewable energy.
“Solvent extraction has long been a method for extracting and purifying metals, but it has not been successfully applied to aluminium until now.”
Alpha HPA Managing Director, Rimas Kairaitis
See TechnologyProduct Development Centre
Brisbane, Queensland
Our Product Development Centre in Brisbane is where we are continuing to work on the development of new ultra-high purity aluminium products for new markets and work on continuous improvement of our existing products and process. This site started off as our pilot demonstration plant, where we perfected our process through over 8,000 hours of operation and established a global network with over 40 end users, prior to the HPA First Project.
IF YOU ARE LOOKING FOR A CUSTOM PRODUCT TO SUIT YOUR INDIVIDUAL REQUIREMENTS, PLEASE CONTACT US FOR A DISCOVERY CALL.
Product Enquiry


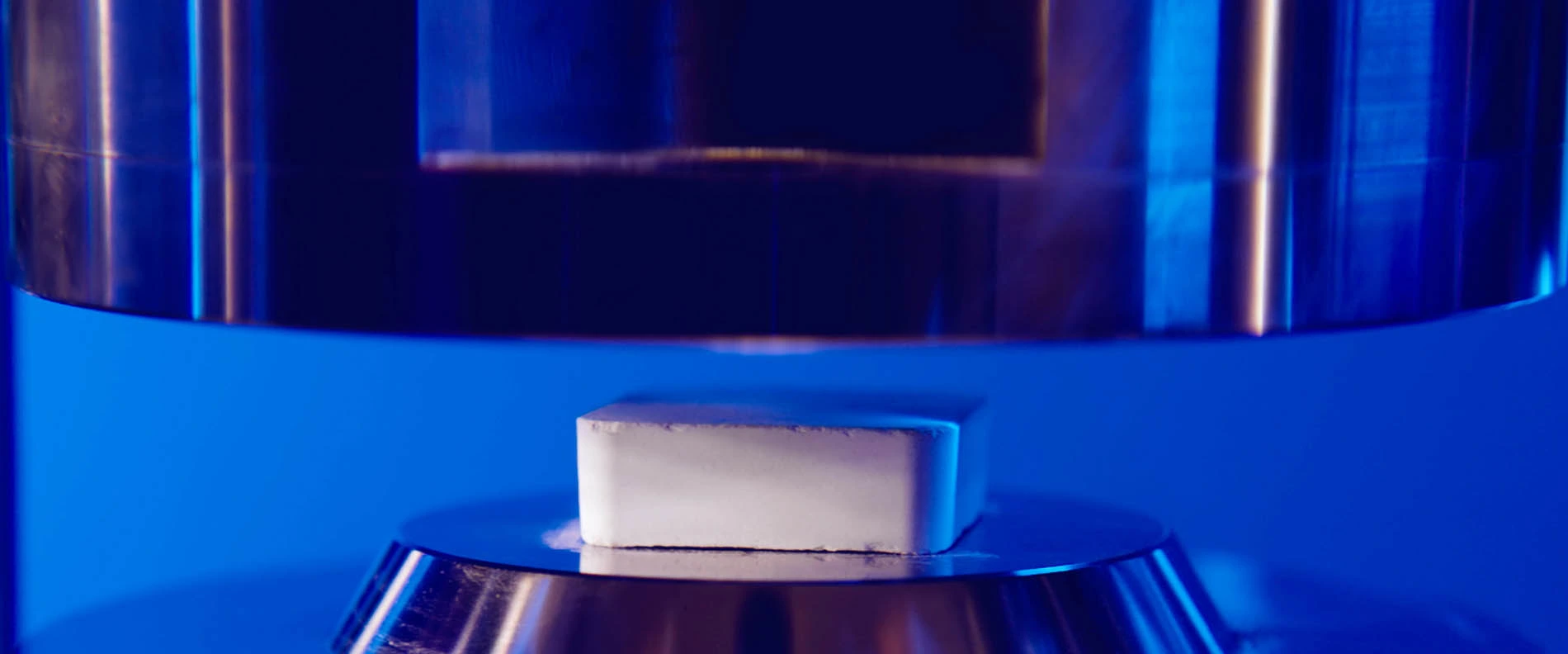
Alpha Sapphire Project
Coming soon
Alpha HPA’s ultra-high purity alumina tablets, together with Ebner-Fametec’s proprietary crystal growth technology, have enabled Alpha Sapphire the opportunity to produce synthetic sapphire glass. Together, we are dedicated to establishing ourselves as the world’s most sustainable, premium supplier of HPA and sapphire boule to the LED and optics markets.
Find out more about our phased expansion to sapphire growth.
Visit Alpha Sapphire

Feasibility Study Underway
Carseland, Alberta
Alpha HPA, together with Orica, are mutually investigating the technical and commercial feasibility of establishing a new manufacturing facility in North America to produce high-purity aluminium products for the rapidly expanding future-facing industries in the region. The facility would seek to leverage and replicate the chemical process synergies that have been successfully established between Orica and Alpha HPA in the development of the HPA First Project at Gladstone, Queensland.
The rationale for exploring an operational footprint in North America for Alpha HPA is to provide a local production source to supply and capitalise on the rapidly expanding manufacturing capacity across future-facing industries in the region, including the lithium-ion battery sector, and re-shoring of supply chains into the semiconductor sector.
Learn More